
1. Сырье, используемое при производстве макаронных изделий
Основным сырье, применяем в макаронном производстве, является мука. ГОСТ 875—69 предусматривает использование в качестве основного сырья макаронного производства пшеничной муки высшего или I сортов. При этом изделия лучшего качества, имеющие янтарно-желтый или соломенно-желтый цвет, получаются из специальной макаронной муки высшего сорта (крупки), полученной размолом зерна твердой пшеницы или мягкой стекловидной пшеницы.
Из макаронной муки I сорта (полукрупка твердой или «мягкой стекловидной пшеницы) получаются изделия с коричневатым оттенком большей или меньшей интенсивности. Хлебопекарная мука высшего или I сортов, полученная размолом зерна мягкой пшеницы, применяется при отсутствии макаронной муки.
Макаронные изделия, полученные из хлебопекарной муки высшего сорта, имеют обычно светло-кремовый цвет, а из муки I сорта—темно-кремовый с серым оттенком.
Важнейшие показатели качества муки для макаронных изделий — цвет, крупность, количество и качество сырой клейковины. Из муки с низким содержанием клейковины получаются непрочные, крошащиеся изделия. Качество сырой клейковины должно быть не ниже второй группы. Выше ценится крупитчатая мука, так как она медленнее поглощает воду и образует пластичное тесто. Мука, используемая в макаронном производстве, не должна содержать в значительных количествах свободные аминокислоты, редуцирующие сахара и активную полифенолоксидазу (тирозиназу), вызывающую потемнение теста и ухудшение качества готовых изделий. Вода является составной частью макаронного теста. Она обусловливает биохимические и физико-химические свойства теста. Используют водопроводную питьевую воду, которая должна быть умеренно жесткой и отвечать требованиям ГОСТ-Р на питьевую воду. При использовании пшеничной клейковины содержание белковых веществ в изделиях может увеличиваться на 30 — 40%. Клейковина является отходом при производстве пшеничного крахмала и использовании её в качестве обогатителя экономически целесообразно.
Улучшителями служат поверхностно — активные вещества. Они способствуют повышению качества макаронных изделий, которые меньше слипаются при сушке и лучше сохраняют форму при варке.
Качество макаронных изделий во многом зависит от проведения технологического процесса.

2. Ассортимент вырабатываемых изделий
В зависимости от формы макаронные изделия подразделяют на следующие типы: трубчатые, нитеобразные, лентообразные и фигурные. В свою очередь каждый из указанных типов изделий подразделяют на виды.
Трубчатые изделия в зависимости от размеров поперечного сечения делятся на виды: соломку (диаметр до 4 мм); особые )диаметр от 4,1 до 5,5 мм), обыкновенные (диаметр от 5,6 до 7 мм), любительские (диаметр более 7 мм). Толщина стенок трубчатых изделий должна быть не более 1,5 мм (допускается до 2 мм в количестве не более 5 % от массы изделий в единице упаковки).
К трубчатым изделиям относят : макароны — трубка с прямым срезом длиной не менее 15 см; рожки—изогнутая или прямая трубка с прямым срезом длиной от 1,5 до 10 см; перья—трубка с косым срезом длиной от 3 до 10 см.Нитеобразные изделия (вермишель) по размерам в сечении делятся на виды; паутинку (диаметр не более 0,8 мм); тонкую (диаметр не более 1,2 мм); обыкновенную (диаметр не более 1,5 мм); любительскую (диаметр не более 3 мм).Лентообразные изделия (лапша) выпускают различных наименований: гладкая или рифленая, с прямыми, волнообразными или пилообразными краями и т. д. Ширина лапши допускается любая, но не менее 3 мм, толщина ее должна быть не более 2 мм.Фигурные изделия могут выпускаться любой формы и размеров, но максимальная толщина какой-либо части в изломе не должна превышать: для прессованных изделий 3 мм, для штампованных— 1,5 мм.В зависимости от длины макаронные изделия делят на длинные (от 15 до 50 см) и короткие (от 1,5 до 15 см). Макароны изготавливают только длинными; вермишель и лапшу—как длинными, так и короткими; рожки, перья, фигурные изделия— только короткими.
3. Основные стадии производства макаронных изделий
Процесс производства макаронных изделий состоит из следующих основных операций: подготовка сырья, приготовление макаронного теста, прессование теста, разделка сырых изделий, сушка, охлаждение высушенных изделий, отбраковка и упаковка готовых изделий.
Подготовка сырья. Заключается в просеивании муки, отделении от нее металломагнитной примеси, подогреве (температура муки должна быть не ниже 10 °С), смешивании разных партий муки в соответствии с указаниями лаборатории фабрики.
Вода, предназначенная для замеса теста, подогревается в теплообменных аппаратах, а затем смешивается с холодной водопроводной водой до температуры, указанной в рецептуре.
Подготовка добавок заключается в размешивании их в воде, предназначенной для замеса теста. При использовании куриных яиц их предварительно моют, а если применяют меланж, то его предварительно размораживают.
Приготовление макаронного теста. Складывается из дозирования ингредиентов (муки, воды и добавок) и замеса теста.
Дозирование осуществляется при помощи дозаторов, которые подают муку и воду с растворенными в ней добавками непрерывным потоком в месильное корыто в соотношении примерно 1 :3.
В месильном корыте идет интенсивное перемешивание муки и воды, увлажнение и набухание частиц муки—происходит замес теста. Однако в отличие от хлебного или бисквитного теста макаронное тесто к концу замеса представляет собой не сплошную связанную массу, а множество увлажненных разрозненных комков и крошек.
Прессование теста.
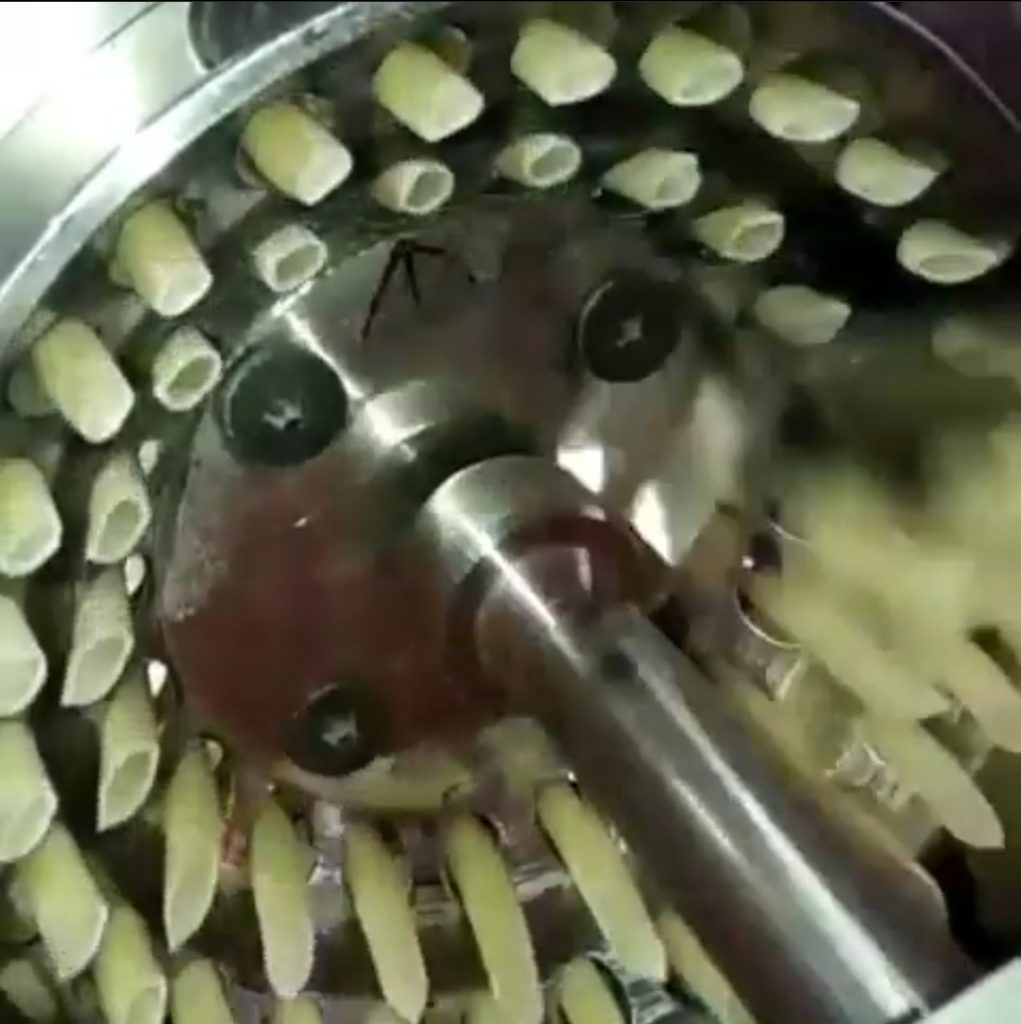
Цель — уплотнить замешенное тесто, превратить его в однородную связанную пластичную тестовую массу. а затем придать ей определенную форму, отформовать ее. Формование осуществляется продавливанием теста через отверстия, проделанные в металлической матрице. Форма отверстий матрицы определяет форму выпрессовываемых сырых изделий (полуфабриката). Например, отверстия круглого сечения будут давать вермишель, прямоугольного — лапшу и т. д.
Разделка сырых изделий. Состоит в разрезании выпрессовываемых из матрицы сырых изделий на отрезки нужной длины и в подготовке их к сушке. Эта подготовка в зависимости от вида изготавливаемых изделий и применяемого сушильного оборудования заключается либо в раскладке сырых изделий на сетчатые транспортеры, рамки или в лотковые кассеты, либо в развесе длинных прядей сырых изделий на специальные сушильные жерди — бастуны.

Выпрессовываемые изделия перед резкой иди во время резки интенсивно обдувают воздухом для получения на их поверхности подсушенной корочки. Это предотвращает прилипание сырых изделий к сушильным поверхностям и слипание изделий между собой во время сушки.
Сушка изделий. Цель — закрепить их форму и предотвратить возможность развития в них микроорганизмов. Это наиболее длительная и ответственная стадия технологического процесса, от правильности проведения которой зависит в первую очередь прочность изделий. Очень интенсивная сушка приводит к появлению в сухих изделиях трещин, а очень медленная сушка может привести к закисанию изделий.
На макаронных предприятиях используют конвективную сушку макаронных изделий — обдувание высушиваемого продукта нагретым воздухом.
Охлаждение высушенных изделий. Этот процесс необходим для того, чтобы выровнять высокую температуру изделий с температурой воздуха упаковочного отделения. Если макаронные изделия упаковывать без охлаждения, то испарение влаги будет продолжаться уже в упаковке, что приведет к уменьшению массы упакованных изделий.
Наиболее предпочтительно медленное охлаждение высушенных изделий в специальных бункерах и камерах, называемых стабилизаторами-накопителями.
Охлажденные изделия подвергают отбраковке, во время которой удаляют изделия, не отвечающие требованиям к их качеству, после чего изделия упаковывают.
Упаковка. Производится либо в мелкую тару (коробочки, пакеты) вручную или фасовочными машинами, либо насыпью» в крупную тару (короба, ящики, бумажные мешки)
4. Основные технологические схемы производства макаронных изделий
Схема производства короткорезаных изделий на комплексно-механизированных поточных линиях. Линия состоит из двух основных элементов: шнекового макаронного пресса и сушилки непрерывного действия.
Выпрессовываемые изделия непрерывно нарезаются каким-либо механизмом для резки коротких изделий и подаются на верхнюю ленту паровой конвейерной сушилки. Постепенно пересыпаясь с верхней ленты на нижележащую, изделия обдуваются нагретым сушильным воздухом. Высушенные изделия охлаждаются чаще всего в виброохладителях или просто на ленточных транспортерах достаточной длины, подающих их в упаковочное отделение.
Высокая степень механизации, гибкость схемы, большая производительность дали ей широкое распространение в нашей стране в послевоенные годы.
Схема производства коротких изделий на автоматизированных поточных линиях. Выработка макаронных изделий по этой схеме отличается от производства по предыдущей более высокой степенью механизации и автоматизации процессов, более высоким качеством получаемых изделий в связи с использованием более продолжительной сушки, осуществляемой в три этапа—предварительная подсушка, предварительная и окончательная сушка.
Помимо матриц и режущих механизмов для получения короткорезаных изделий линии обычно укомплектовывают щелевидными матрицами для получения ленты теста и штампмашинами, что позволяет вырабатывать на них также штампованные изделия.
Основные агрегаты макаронного производства – прессующее устройство и матрицы
Шнековые прессы классифицируют по числу корыт тестосмесителя (одно-, двух-, трех- и четырехкорытные), по числу прессующих устройств или прессующих шнеков (одно-, двух- и четырехшнековые), по наличию и месту вакуумирования теста (в тестосмесителе или в шнековой камере), по форме матрицы и по конструкции тубуса.
Для того чтобы понять принцип работы пресса и назначение отдельных его узлов рассмотрим технологическую схему одно-корытного одношнекового макаронного пресса с круглой матрицей.
Технологическими узлами пресса являются дозаторы муки 1 и воды 2, тестосмеситель, состоящий из корыта 3 и вала 4 с лопатками, прессующее устройство, включающее шнековый цилиндр с водяной рубашкой 6 и шнек 7, прессовая головка, сменная матрица 10, режущий механизм 11 и обдувочное устройство 12. Вращение валов тестосмесителя и шнека обычно осуществляется от единого привода 5.
МАТРИЦЫ
Замес теста, уплотнение полученной крошковатой массы и формование сырых изделий осуществляются в настоящее время в едином агрегате—в шнековом макаронном прессе непрерывного действия, основным рабочим органом которого является матрица. Форма отверстий матрицы определяет вид выпрессовываемых изделий. Меняя матрицы, можно на одном и том же прессе получать практически любой вид макаронных изделий. Таким образом, прессы и матрицы являются основным оборудованием для замеса и прессования макаронного теста.
Кроме этого оборудования в тестоформовочных отделениях макаронных фабрик используются различные машины и механизмы для резки сырых изделий (на них мы остановимся в следующей главе), а также ряд вспомогательных машин, которые мы рассмотрим в этой главе.
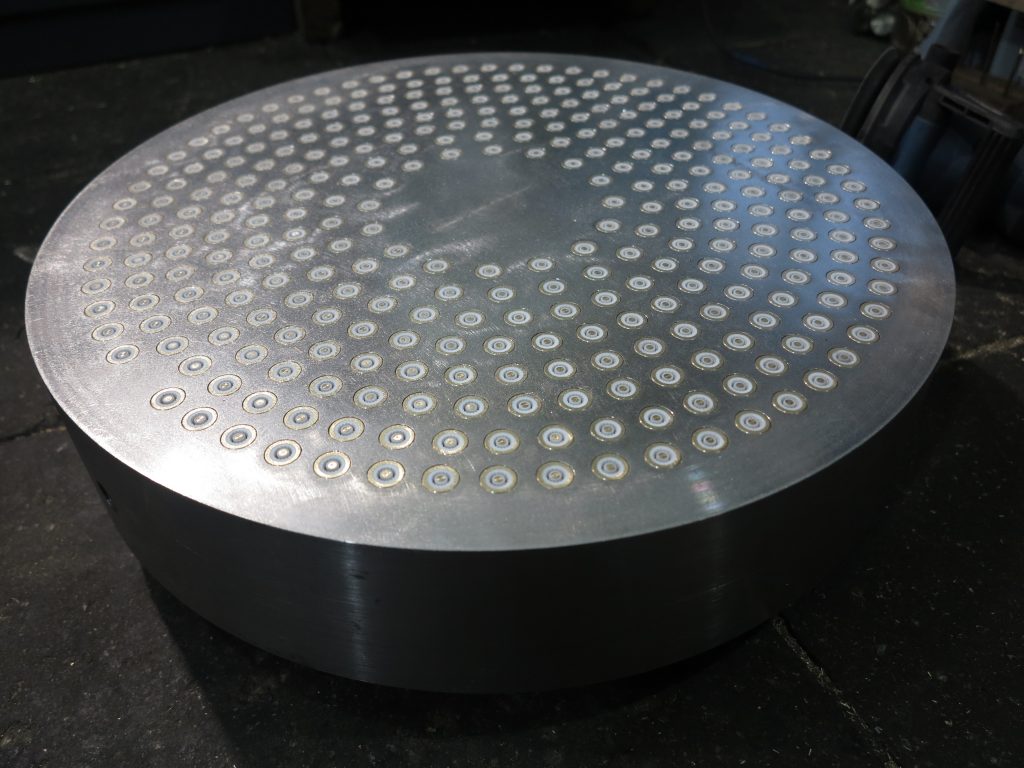
Матрица наряду с прессующим устройством является основным рабочим органом макаронного пресса. Она обусловливает производительность пресса, вид изделий (форму и размеры поперечного сечения), в значительной мере влияет на качество продукта (степень шероховатости поверхности, прочность склеивания макаронных трубок и т. д.). Матрицы изготавливают из металлов, не поддающихся коррозии, обладающих достаточной прочностью и износостойкостью, с малой адгезионной способностью. Такими металлами являются бронза, латунь, нержавеющая сталь.
Матрицы бывают двух типов — круглые (дисковые) и прямоугольные. При помощи круглых матриц формуют все виды длинных и короткорезаных изделий, а также тестовые ленты для изготовления из них штампованных изделий. Прямоугольные матрицы используют для формования длинных макаронных изделий (макароны, вермишель, лапша разных видов), вырабатываемых на автоматизированных поточных линиях.
Круглые матрицы. Матрицы в зависимости от толщины используют без опорных устройств или с опорными устройствами—колосниками. В матрицах с подкладными колосниками оставляют полосы, которые находятся над ребрами колосников, а в матрицах с накладными (подвесными) колосниками центральную часть занимает болт, с помощью которого крепится ребро колосника. В связи с этим на колосниковых матрицах меньше отверстий, чем на бесколосниковых.
Диаметр матрицы зависит от производительности пресса. Толщина матрицы должна отвечать условиям прочности. В шнековых макаронных прессах на каждый сантиметр площади поверхности матрицы тесто давит с силой до 100 кг и более.