Співпраця технолога макаронної фабрики з виробником макаронних матриць
Все починається с Техничного завднання:
Як правильно оформити замовлення на виробництві?
Ситуація: відділ маркетингу макаронної фабрики виявив, що макаронний виріб Птітім буде користуватиметься попитом. Завдання технологу запустити у виробництво такий виріб
Перший крок: треба знайти на фабриці матрицю, що лежить без діла. Такі матриці є майже всіх. Цим ви заощаджуєте гроші фірмі і зростаєте в очах директора 😉 Наприклад є матриця супова засипка зірочка.
Другий крок: спілкування із виробником матриць. Потрібно дізнатися, чи зможе нам допомогти місцевий виробник, чи потрібно шукати матриці за кордоном.
Якщо відповідь позитивна, то готуємо технічне завдання.
Складання технічного завдання може бути у вільній формі.
Головне технолог повинен з'ясувати який діаметр фільєр у вашому корпусі. Кличте на допомогу інженерів, техніків. Це важливе питання. Можливо, доведеться випресувати одну фільєру з матриці і зробити вимірювання, скласти креслення (ескіз).
Також виробник матриць повинен дізнатися від вас який діаметр самого макаронного виробу ви хочете виробляти (у сирому вигляді – до сушіння).
Макаронні вироби після сушіння зменшуються у розмірах. Відсоток усушки може бути різним для різних макаронних ліній. Це робота технолога знати цей відсоток.
Приклад ТЗ:
В нявний корпус матриці під макаронні фільєри у 27 габариті (діаметр фільєри 27мм). В матриці встановлено 24 макаронні фільєри.
Потрібно в цей корпус поставити нові фільєри Птітім. Діаметр виробу до сушіння 5мм.
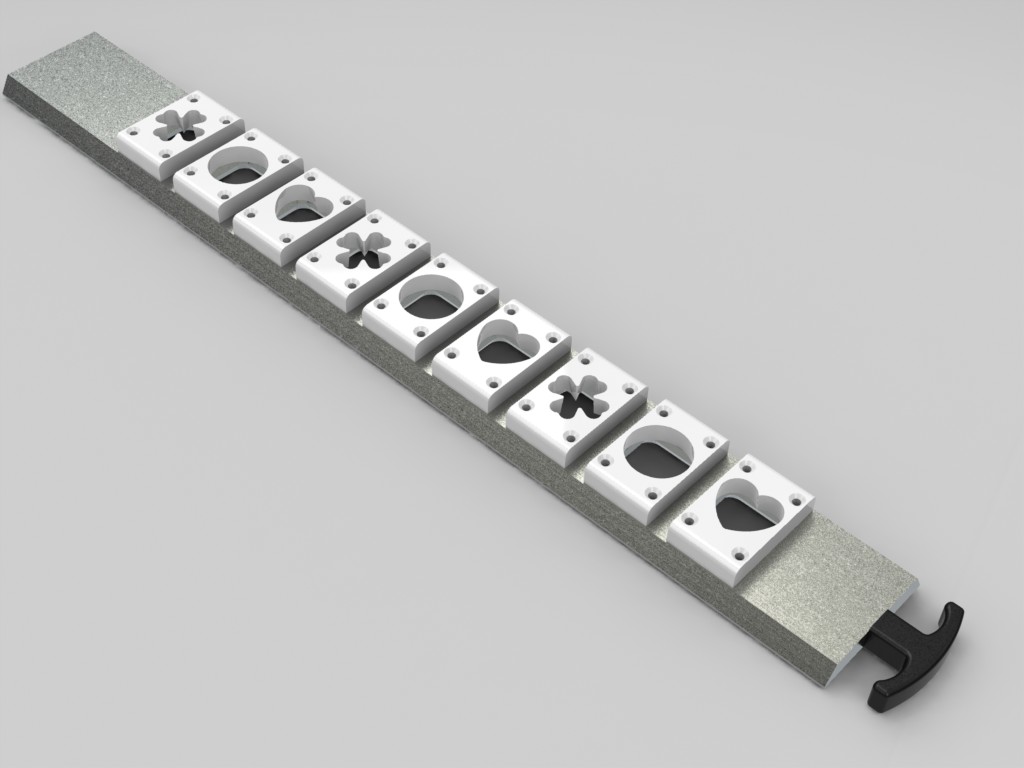
По вашому ТЗ, виробник матриць робить креслення для узгодження.
Креслення може виглядати так:
Виробництво фільєр за вашим технічним завданням
Після узгодження всіх розмірів, уточнень та виправлень (якщо треба) підписується це креслення. Це офіційне ТЗ від технолога. Саме за цим кресленням будуть зроблені фільєри.
Приклад ремонта матриць:
1. Ви надсилаєте свою існуючу матрицю зірочка виробнику.
2. Виробник виготовляє нові макаронні фільєри, встановлює у ваш корпус матриці та надсилає вам.
3. Ви отримуєте матрицю. І тепер вам доведеться відпрацювати технологію виробництва:
заміс (вологість тіста)
пресування (швидкість обертання ножа, тиск пресування, рівномірність виходу виробів)
сушіння макаронних виробів.
4. У результаті на фабриці утворюється новий вид макаронних виробів.
Вище було описано досить складний процес замовлення, коли запроваджується новий вид з асортименту, який фабрика ще випускала.
Зазвичай, все виглядає простіше. На фабриці вже є асортимент, що сформувався з 10-12 видів. І ваше завдання слідкувати за ресурсом макаронних матриць. Фторопласт стирається (потовщується стінка виробу) на макаронних фільєрах і потрібно робити своєчасний ремонт. Якщо вчасно не замінити фільєри в матриці, то висока ймовірність виробництва браку.
У виробника макаронних матриць є каталог. Кожен вид макаронних виробів має свій номер в каталозі.
Коли співпраця макаронної фабрики з виробником макаронних фільєр тривале, то це ще більше спрощує «життя» технологу.
Виробник матриць створює базу даних замовлень під вашу фабрику.
Вам досить сказати: «Нам потрібно відремонтувати матрицю гребінці»
А виробник вже буде знати з бази даних, які саме гребінці, яка там товщина стінки виробу, розміри саміх гребінців і макаронних фільєр, кількість філ'єр терміни ремонту, вартість.
Для производства макаронных изделий хорошего качества следует:
- производить выбор ассортимента продукции в зависимости от качества перерабатываемой муки;
- использовать муку с хорошими макаронными свойствами;
- соблюдать оптимальные режимы ведения всех стадий технологического процесса;
- применять добавки-улучшители при переработке муки пониженного качества.
Дефекты макаронных изделийДефекты макаронных изделий могут быть вызваны двумя основными причинами. Во-первых, дефекты, обусловленные качеством перерабатываемой муки, во-вторых, вызванные отклонениями от оптимальных режимов проведения отдельных стадий технологического процесса.
К дефектам сырых макаронных изделий относятся:
- слипание изделий между собой;
- шероховатая поверхность;
- белесая мучнистая поверхность;
- растягивание выпрессовываемых длинных изделий под действием собственной массы;
Наиболее характерными дефектами готовых изделий являются:
- цвет беловатый и белый с серым или коричневатым оттенком (при пониженном показателе желтизны);
- мучнистый излом;
- белесая поверхность;
- шероховатая поверхность;
- наличие крошки и деформированных изделий;
- пониженные показатели варочных свойств (повышенные слипаемость и содержание сухих веществ в варочной воде, снижение показателя сохранности формы);
- вспучивание (прокисание);
- плесневение.
Белесость. При отсутствии вакуумирования теста на шнековых макаронных прессах возможно выпрессовывание белесых макаронных изделий даже при использовании муки из твердой пшеницы. Установлено, что белесый цвет макаронных изделий обусловлен исключительно физическим процессом насыщения теста множеством мельчайших пузырьков воздуха при его интенсивном перетирании в шнековой камере, т.е. является следствием своеобразного взбивания теста в шнековой камере и получения пенообразной структуры. В результате этого цвет изделий становится белым даже при наличии значительного количества каротиноидных пигментов. При прессовании крутого макаронного теста возрастает интенсивность его перетирания, в результате чего оставшийся в тесте воздух превращается в микропузырьки, распределенные по всему объему теста.
Устранить выпрессовывание белесых изделий на шнековых прессах без вакуумирования теста или с неэффективной системой вакуумирования можно двумя способами. Первый - повышением давления прессования, что будет способствовать более полному выдавливанию воздуха из теста при его уплотнении в шнековой камере. Охладив тесто путем подачи холодной воды в рубашку шнекового цилиндра и повысив таким образом давление прессования, можно добиться желаемого результата. Однако при охлаждении теста увеличивается его вязкость, а значит, возрастает интенсивность его перетирания - растет расход энергии на прессование, снижается скорость выпрессовывания, а белесый цвет не всегда исчезает. Более эффективным является другой способ. Для этого повышают пластичность теста, в частности, увеличивают влажность или повышают температуру, но только не за счет перетирания теста, а путем предварительного нагревания его перед поступлением на прессование (высокотемпературные режимы замеса и формования).
Шероховатость. При использовании металлических матриц без пластмассовых вставок поверхность выпрессовываемых изделий получается менее гладкой, а при недостаточной обработке поверхности формующей щели - шероховатой. Это объясняется прилипанием теста к поверхности формующей щели: прилипший к ней слой теста остается неподвижным, и следующие, внутренние, слои движутся, преодолевая силы сцепления частиц теста между собой, отрываясь от прилипшего слоя. В результате на поверхности изделий образуются заусенцы (надрывы). Иногда прилипший к формующей щели слой теста под влиянием тех или иных факторов отрывается и остается на поверхности продукта в виде тестового кольца, называемого «чулком».
Величина шероховатости изделий зависит от степени прилипания теста к поверхности формующей щели и от пластичности: при более пластичном тесте происходит как бы затягивание заусенцев и поверхность получается более гладкой. Наиболее сильно тесто прилипает к нержавеющей стали, меньше - к латуни и еще слабее - к бронзе. Чем хуже обработана поверхность формующей щели, тем сильнее прилипает тесто, поэтому шлифовка является обязательной при изготовлении макаронных матриц без фторопласта.
К фторопласту макаронное тесто практически не прилипает, поэтому при использовании матриц с фторопластовыми вставками всегда получаются изделия с гладкой поверхностью.
Следует помнить, что шероховатая поверхность придает изделиям беловатый цвет вследствие рассеяния ею падающих на нее лучей света. Поэтому даже при использовании муки с высоким содержанием каротиноидных пигментов такие изделия не будут иметь янтарно-желтый цвет. Кроме того, при варке изделия с шероховатой поверхностью будут терять большое количество сухих веществ.
Для улучшения состояния поверхности макаронных изделий необходимо:
- использовать макаронную муку;
- применять матрицы из сплавов с повышенной антиадгезионной способностью (бронза, латунь);
- устанавливать матрицы с вставками и кольцами, вкладышами из тефлона (фторопласта);
- увеличивать пластичность макаронного теста путем изменения влажности на 1-1,5 % и температуры теста перед матрицей до 60 °С - для длинных и 70 °С для коротких;
- использовать режим высокотемпературного формования с прогревом металлической матрицы до 100-110 °С или до 75-85 °С для матриц с тефлоновыми вставками.
Потемнение. Причинами потемнения макаронной продукции является либо реакция образования меланинов, либо реакция меланоидинообразования, которая может иметь место при выработке макаронных изделий с обогатителями при использовании режимов сверхвысокотемпературной сушки. Большей способностью к потемнению обладает мука более низких сортов, мука, смолотая из проросшего или морозобойного зерна. Способы предотвращения потемнения макаронной продукции направлены на инактивацию фермента полифенолоксидазы. Физические методы: использование высокотемпературных режимов замеса, формования, сушки терморадиционной (ИК), СВЧ сушки, пропаривание, предварительная термообработка. Химические методы: внесение аскорбиновой кислоты, поваренной соли.
Вспучивание, прокисание. Возбудителями вспучивания и прокисания макаронной продукции являются гетероферментативные молочно-кислые бактерии. Вспучивание возможно при сильном обсеменении муки и воды, а также при задержке отформованного полуфабриката перед сушкой, т.е. при нарушении технологического режима разделки. Молочнокислые бактерии сбраживают сахара муки с образованием кислот, в том числе и летучих. У макаронных изделий появляется неприятный кислый вкус, запах, повышенная титруемая кислотность. На поверхности изделий наблюдаются бугорки различной величины с пустотами.
Плесневение. Причиной плесневения является повышение влажности сухих макаронных изделий выше 16 % при действии плесневых грибов рода Aspengillus, Penicillium, Rhizopus и т.д. Ферменты этих микроорганизмов гидролизуют углеводы, белки, липиды. У изделий появляется затхлый запах, неприятный вкус, на поверхности изделий появляются пятна и полосы разных цветов: белого, лилового, серо-зеленого и т.д. Для предотвращения микробиологической порчи макаронных изделий необходимо:
- контролировать микробиологическое состояние сырья, оборудования, тары, производственных цехов;
Матрицы незаменимая деталь оснастки оборудования для производства макаронных изделий. От количества матриц зависит: будет производитель выпускать один – два вида макарон, которые быстро наскучат потребителю, или расширит ассортимент своей продукции, стремясь угодить как можно более широкому кругу покупателей? Вряд ли, предприятие, избравшее первый путь, выживет в условиях жесткой конкуренции. Второй же вариант поможет увеличить количество потенциальных покупателей, и, тем самым, повысить прибыль производителя. Матрицы – относительно недорогой компонент оборудования, в среднем стоимость матрицы составляет около 0,1-0,3% от стоимости всей производственной линии средней мощности. Но то, насколько качественным и разнообразным будет конечный продукт, зависит именно от матриц. Ассортимент макарон, предлагаемый крупными производителями, обычно составляет 10-20 видов. Как показывают маркетинговые исследования, наибольшим спросом у потребителя пользуются короткорезанные макаронные изделия: всевозможные макароны, рожки, спиральки, вермишель, лапша. Изделия более сложных форм и нетрадиционных форматов, пользуются гораздо меньшим спросом. При классификации форматов матриц, во избежание путаницы, принято оперировать не названиями макаронных изделий, а номерами форм. Традиционно, в каталоге производителя фильер указывается номер формата и иллюстрация готового продукта в сухом виде, с указанием размеров. Обычно производители оборудования предлагают: • Круглые матрицы для короткорезанных макарон; • Прямоугольные матрицы для длинных макарон, типа «спагетти»; • Аппараты для резки кососрезанных макарон типа «перья» ( включают несколько моделей для матриц разных диаметров); • Матричные фильтры, распределители давления (рассекатели); • Машины для мойки матриц (разных форм и диаметров); • Дополнительное оснащение (емкости для замачивания, стеллажи для хранения, ножи). Многие изготовители матричного оборудования выполняют индивидуальные (нестандартные) заказы, когда по желанию заказчика может быть изготовлена матрица любой конфигурации. Для изготовления матриц используют нержавеющую сталь 12Х18Н10Т или более дешевую сталь 40Х13. Матрицы оснащены взаимозаменяемыми вставками, задающими форму изделия. Формующая часть покрыта тефлоном. Именно тефлоновое покрытие придает поверхности макарон гладкость и блеск. Иногда матричные вставки не покрывают тефлоном, что придает готовому изделию шероховатый, пористый, слегка белесый вид макарон, сделанных вручную. Спрос на такие матрицы растет, так как все большей популярностью пользуются «домашние», натуральные, экологичные продукты. Необходимо отметить, что матрицы с покрытием из тефлона гораздо более устойчивы к износу, и в условиях экономии, целиком оправдывают себя. Несмотря на простоту внешнего вида матрицы, ее производство – технологически сложный, кропотливый процесс. Необходимо уделять особое внимание качеству материалов, из которых изготавливаются матрицы. Они должны быть устойчивы к давлению, обладать заданной теплопроводностью, и хорошей механической прочностью.
На предприятии должны быть организованы условия для того, чтобы матрицы использовались оптимально и не выходили из строя раньше положенного времени. Для этого, производственное помещение должно быть оснащено следующим оборудованием: • Стойка для хранения матриц; • Стойка для хранения распределителей давления и матричных фильтров; • Машина для мойки матриц; • Емкость для замачивания использованных матриц; • Установка для проверки матриц; • Верстак для замены вставок; • Средства для транспортировки матриц. Макаронные матрицы, а именно макаронные фильеры, как и любое оборудование, подвержены износу. По заявкам производителей, примерный срок годности макаронной фильеры составляет 500-2000 часов работы, в зависимости от производственных условий, качества сырья, соблюдения параметров ухода за оборудованием. Замер степени амортизации матриц входит в должностные обязанности технолога. По достижении предельного износа матрицы, необходимо заменить комплект макаронных фильер.
Замену макаронных фильер должен проводить только квалифицированный специалист, при помощи специального инструмента. Корпус макаронной матрицы, как правило, не подвержен износу, и необходимость в его замене возникает только в случае механических повреждений при неправильной эксплуатации. Также нуждаются во внимании и правильном уходе ножи для резки короткорезанных макаронных изделий.
От правильности их заточки и положения относительно матрицы зависит качество выпускаемой продукции и срок службы матрицы. Как правило, производители оборудования обеспечивают заказчиков подробными инструкциями по эксплуатации и уходу за поставляемым оборудованием.
Для сохранения матриц в надлежащем техническом состоянии необходимо соблюдать следующие правила:
Для мойки, чистки и хранения матриц должно быть выделено специально оборудованное помещение или отведено место в цеху.
матрицы необходимо менять по мере их засоренности или необходимости перехода на другой вид изделий.
перед мойкой матрицы необходимо замачивать. В ванне для замочки матриц должны быть решетки, в которые матрицы устанавливают на ребро. Укладывать матрицы одна на другую запрещается.
обычные матрицы моют водой при давлении до 100 кгс/см2 , матрицы с фторопластовыми вставками моют при давлении воды не выше 25 кгс/см2 , т.к. струя высокого давления может вызвать разрушение кромок фторопластовых вставок. В процессе мойки через 30 минут матрицу следует повернуть обратной стороной к направлению струи.
Матрица должна быть промыта так, чтобы при просмотре формирующих отверстий на свет в них не было кусочков теста и других примесей (ворса от мешков, щетины, щепы и др.)
Сторона матриц с фторопластовыми вставками, во избежание повреждения фторопласта во время мойки, не должна лежать на металлической поверхности. Следует эту сторону класть коврик рифленой резины, или эластичной резины, или в крайнем случае, на решетки из мягкой породы деревьев (осина, липа), при этом головки гвоздей, скрепляющих решетку должны быть надежно утоплены.
Не следует чистить отверстия в матрицах металлическими оправками, шилом и т.п.
Чистые матрицы следует хранить в специальном шкафу или на стеллаже, устанавливая на ребро.
1. Сырье, используемое при производстве макаронных изделий
Основным сырье, применяем в макаронном производстве, является мука. ГОСТ 875—69 предусматривает использование в качестве основного сырья макаронного производства пшеничной муки высшего или I сортов. При этом изделия лучшего качества, имеющие янтарно-желтый или соломенно-желтый цвет, получаются из специальной макаронной муки высшего сорта (крупки), полученной размолом зерна твердой пшеницы или мягкой стекловидной пшеницы.
Из макаронной муки I сорта (полукрупка твердой или "мягкой стекловидной пшеницы) получаются изделия с коричневатым оттенком большей или меньшей интенсивности. Хлебопекарная мука высшего или I сортов, полученная размолом зерна мягкой пшеницы, применяется при отсутствии макаронной муки.
Макаронные изделия, полученные из хлебопекарной муки высшего сорта, имеют обычно светло-кремовый цвет, а из муки I сорта—темно-кремовый с серым оттенком.
Важнейшие показатели качества муки для макаронных изделий - цвет, крупность, количество и качество сырой клейковины. Из муки с низким содержанием клейковины получаются непрочные, крошащиеся изделия. Качество сырой клейковины должно быть не ниже второй группы. Выше ценится крупитчатая мука, так как она медленнее поглощает воду и образует пластичное тесто. Мука, используемая в макаронном производстве, не должна содержать в значительных количествах свободные аминокислоты, редуцирующие сахара и активную полифенолоксидазу (тирозиназу), вызывающую потемнение теста и ухудшение качества готовых изделий. Вода является составной частью макаронного теста. Она обусловливает биохимические и физико-химические свойства теста. Используют водопроводную питьевую воду, которая должна быть умеренно жесткой и отвечать требованиям ГОСТ-Р на питьевую воду. При использовании пшеничной клейковины содержание белковых веществ в изделиях может увеличиваться на 30 - 40%. Клейковина является отходом при производстве пшеничного крахмала и использовании её в качестве обогатителя экономически целесообразно.
Улучшителями служат поверхностно - активные вещества. Они способствуют повышению качества макаронных изделий, которые меньше слипаются при сушке и лучше сохраняют форму при варке.
Качество макаронных изделий во многом зависит от проведения технологического процесса.
2. Ассортимент вырабатываемых изделий
В зависимости от формы макаронные изделия подразделяют на следующие типы: трубчатые, нитеобразные, лентообразные и фигурные. В свою очередь каждый из указанных типов изделий подразделяют на виды.
Трубчатые изделия в зависимости от размеров поперечного сечения делятся на виды: соломку (диаметр до 4 мм); особые )диаметр от 4,1 до 5,5 мм), обыкновенные (диаметр от 5,6 до 7 мм), любительские (диаметр более 7 мм). Толщина стенок трубчатых изделий должна быть не более 1,5 мм (допускается до 2 мм в количестве не более 5 % от массы изделий в единице упаковки).
К трубчатым изделиям относят : макароны — трубка с прямым срезом длиной не менее 15 см; рожки—изогнутая или прямая трубка с прямым срезом длиной от 1,5 до 10 см; перья—трубка с косым срезом длиной от 3 до 10 см.Нитеобразные изделия (вермишель) по размерам в сечении делятся на виды; паутинку (диаметр не более 0,8 мм); тонкую (диаметр не более 1,2 мм); обыкновенную (диаметр не более 1,5 мм); любительскую (диаметр не более 3 мм).Лентообразные изделия (лапша) выпускают различных наименований: гладкая или рифленая, с прямыми, волнообразными или пилообразными краями и т. д. Ширина лапши допускается любая, но не менее 3 мм, толщина ее должна быть не более 2 мм.Фигурные изделия могут выпускаться любой формы и размеров, но максимальная толщина какой-либо части в изломе не должна превышать: для прессованных изделий 3 мм, для штампованных— 1,5 мм.В зависимости от длины макаронные изделия делят на длинные (от 15 до 50 см) и короткие (от 1,5 до 15 см). Макароны изготавливают только длинными; вермишель и лапшу—как длинными, так и короткими; рожки, перья, фигурные изделия— только короткими.
3. Основные стадии производства макаронных изделий
Процесс производства макаронных изделий состоит из следующих основных операций: подготовка сырья, приготовление макаронного теста, прессование теста, разделка сырых изделий, сушка, охлаждение высушенных изделий, отбраковка и упаковка готовых изделий.
Подготовка сырья. Заключается в просеивании муки, отделении от нее металломагнитной примеси, подогреве (температура муки должна быть не ниже 10 °С), смешивании разных партий муки в соответствии с указаниями лаборатории фабрики.
Вода, предназначенная для замеса теста, подогревается в теплообменных аппаратах, а затем смешивается с холодной водопроводной водой до температуры, указанной в рецептуре.
Подготовка добавок заключается в размешивании их в воде, предназначенной для замеса теста. При использовании куриных яиц их предварительно моют, а если применяют меланж, то его предварительно размораживают.
Приготовление макаронного теста. Складывается из дозирования ингредиентов (муки, воды и добавок) и замеса теста.
Дозирование осуществляется при помощи дозаторов, которые подают муку и воду с растворенными в ней добавками непрерывным потоком в месильное корыто в соотношении примерно 1 :3.
В месильном корыте идет интенсивное перемешивание муки и воды, увлажнение и набухание частиц муки—происходит замес теста. Однако в отличие от хлебного или бисквитного теста макаронное тесто к концу замеса представляет собой не сплошную связанную массу, а множество увлажненных разрозненных комков и крошек.
Прессование теста.
Цель — уплотнить замешенное тесто, превратить его в однородную связанную пластичную тестовую массу. а затем придать ей определенную форму, отформовать ее. Формование осуществляется продавливанием теста через отверстия, проделанные в металлической матрице. Форма отверстий матрицы определяет форму выпрессовываемых сырых изделий (полуфабриката). Например, отверстия круглого сечения будут давать вермишель, прямоугольного — лапшу и т. д.
Разделка сырых изделий. Состоит в разрезании выпрессовываемых из матрицы сырых изделий на отрезки нужной длины и в подготовке их к сушке. Эта подготовка в зависимости от вида изготавливаемых изделий и применяемого сушильного оборудования заключается либо в раскладке сырых изделий на сетчатые транспортеры, рамки или в лотковые кассеты, либо в развесе длинных прядей сырых изделий на специальные сушильные жерди — бастуны.
Выпрессовываемые изделия перед резкой иди во время резки интенсивно обдувают воздухом для получения на их поверхности подсушенной корочки. Это предотвращает прилипание сырых изделий к сушильным поверхностям и слипание изделий между собой во время сушки.
Сушка изделий. Цель — закрепить их форму и предотвратить возможность развития в них микроорганизмов. Это наиболее длительная и ответственная стадия технологического процесса, от правильности проведения которой зависит в первую очередь прочность изделий. Очень интенсивная сушка приводит к появлению в сухих изделиях трещин, а очень медленная сушка может привести к закисанию изделий.
На макаронных предприятиях используют конвективную сушку макаронных изделий — обдувание высушиваемого продукта нагретым воздухом.
Охлаждение высушенных изделий. Этот процесс необходим для того, чтобы выровнять высокую температуру изделий с температурой воздуха упаковочного отделения. Если макаронные изделия упаковывать без охлаждения, то испарение влаги будет продолжаться уже в упаковке, что приведет к уменьшению массы упакованных изделий.
Наиболее предпочтительно медленное охлаждение высушенных изделий в специальных бункерах и камерах, называемых стабилизаторами-накопителями.
Охлажденные изделия подвергают отбраковке, во время которой удаляют изделия, не отвечающие требованиям к их качеству, после чего изделия упаковывают.
Упаковка. Производится либо в мелкую тару (коробочки, пакеты) вручную или фасовочными машинами, либо насыпью" в крупную тару (короба, ящики, бумажные мешки)
4. Основные технологические схемы производства макаронных изделий
Схема производства короткорезаных изделий на комплексно-механизированных поточных линиях. Линия состоит из двух основных элементов: шнекового макаронного пресса и сушилки непрерывного действия.
Выпрессовываемые изделия непрерывно нарезаются каким-либо механизмом для резки коротких изделий и подаются на верхнюю ленту паровой конвейерной сушилки. Постепенно пересыпаясь с верхней ленты на нижележащую, изделия обдуваются нагретым сушильным воздухом. Высушенные изделия охлаждаются чаще всего в виброохладителях или просто на ленточных транспортерах достаточной длины, подающих их в упаковочное отделение.
Высокая степень механизации, гибкость схемы, большая производительность дали ей широкое распространение в нашей стране в послевоенные годы.
Схема производства коротких изделий на автоматизированных поточных линиях. Выработка макаронных изделий по этой схеме отличается от производства по предыдущей более высокой степенью механизации и автоматизации процессов, более высоким качеством получаемых изделий в связи с использованием более продолжительной сушки, осуществляемой в три этапа—предварительная подсушка, предварительная и окончательная сушка.
Помимо матриц и режущих механизмов для получения короткорезаных изделий линии обычно укомплектовывают щелевидными матрицами для получения ленты теста и штампмашинами, что позволяет вырабатывать на них также штампованные изделия.
Основные агрегаты макаронного производства – прессующее устройство и матрицы
Шнековые прессы классифицируют по числу корыт тестосмесителя (одно-, двух-, трех- и четырехкорытные), по числу прессующих устройств или прессующих шнеков (одно-, двух- и четырехшнековые), по наличию и месту вакуумирования теста (в тестосмесителе или в шнековой камере), по форме матрицы и по конструкции тубуса.
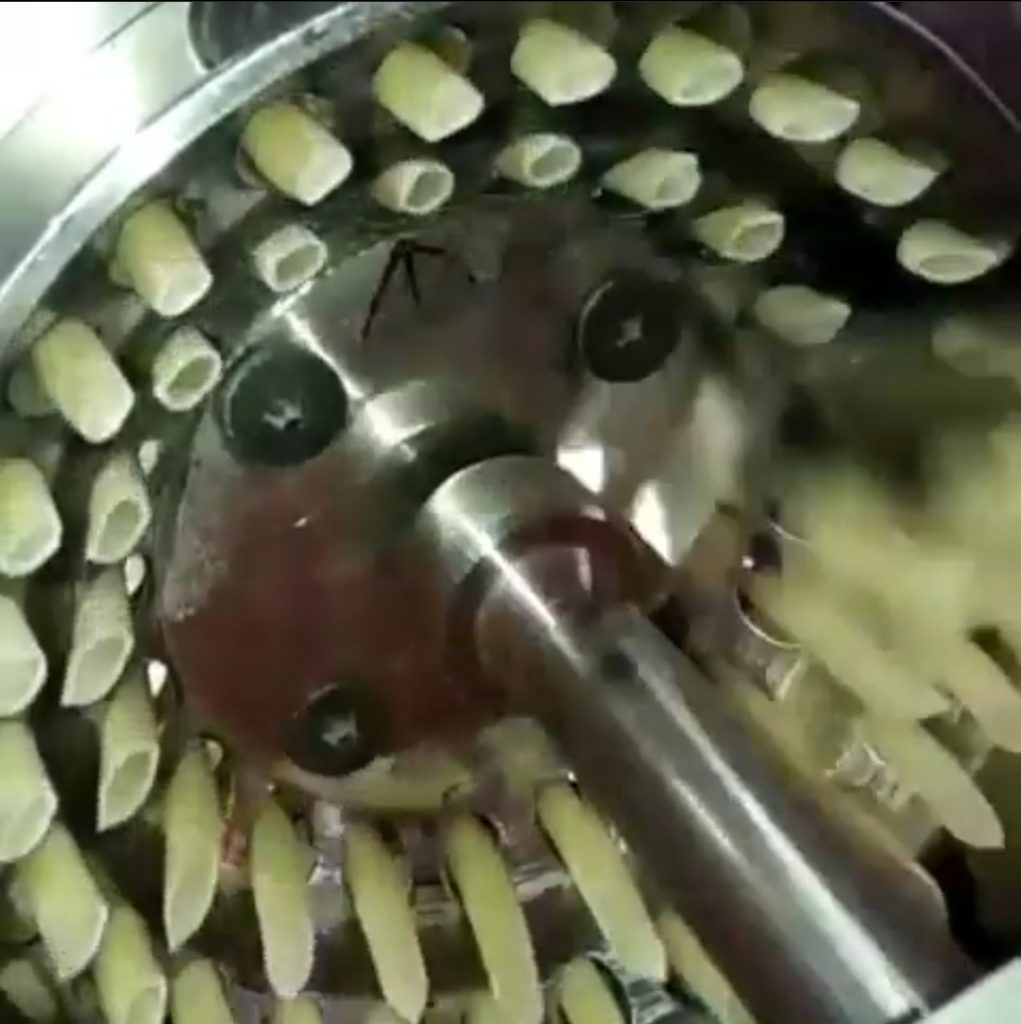
Для того чтобы понять принцип работы пресса и назначение отдельных его узлов рассмотрим технологическую схему одно-корытного одношнекового макаронного пресса с круглой матрицей.
Технологическими узлами пресса являются дозаторы муки 1 и воды 2, тестосмеситель, состоящий из корыта 3 и вала 4 с лопатками, прессующее устройство, включающее шнековый цилиндр с водяной рубашкой 6 и шнек 7, прессовая головка, сменная матрица 10, режущий механизм 11 и обдувочное устройство 12. Вращение валов тестосмесителя и шнека обычно осуществляется от единого привода 5.
МАТРИЦЫ
Замес теста, уплотнение полученной крошковатой массы и формование сырых изделий осуществляются в настоящее время в едином агрегате—в шнековом макаронном прессе непрерывного действия, основным рабочим органом которого является матрица. Форма отверстий матрицы определяет вид выпрессовываемых изделий. Меняя матрицы, можно на одном и том же прессе получать практически любой вид макаронных изделий. Таким образом, прессы и матрицы являются основным оборудованием для замеса и прессования макаронного теста.
Кроме этого оборудования в тестоформовочных отделениях макаронных фабрик используются различные машины и механизмы для резки сырых изделий (на них мы остановимся в следующей главе), а также ряд вспомогательных машин, которые мы рассмотрим в этой главе.
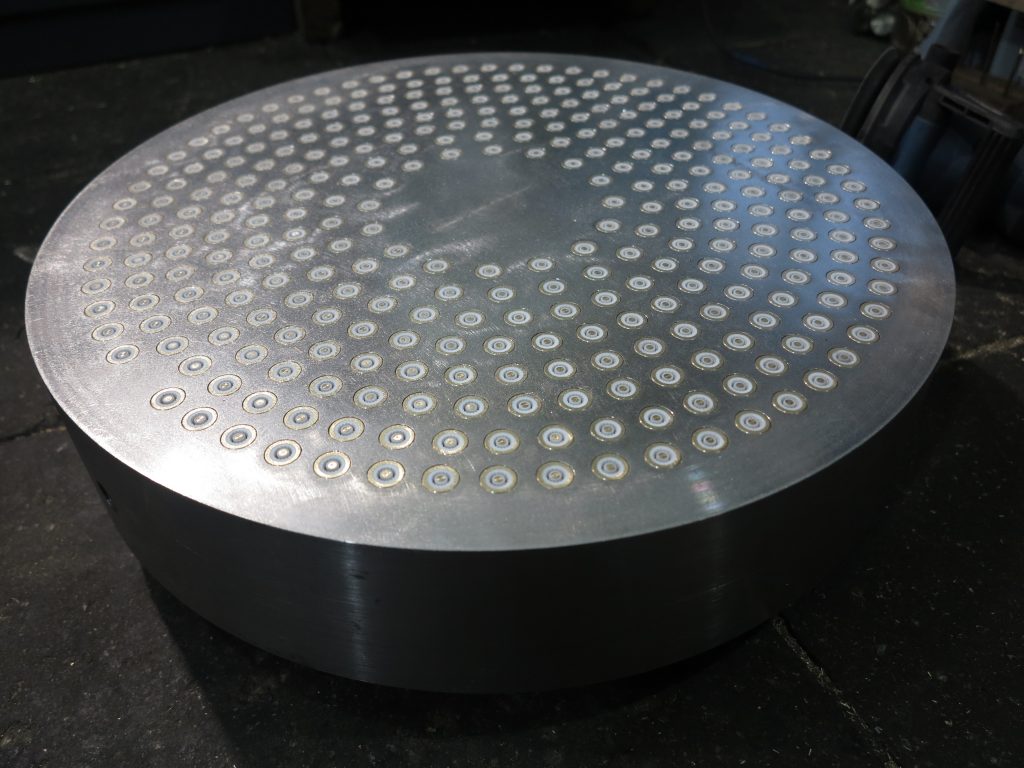
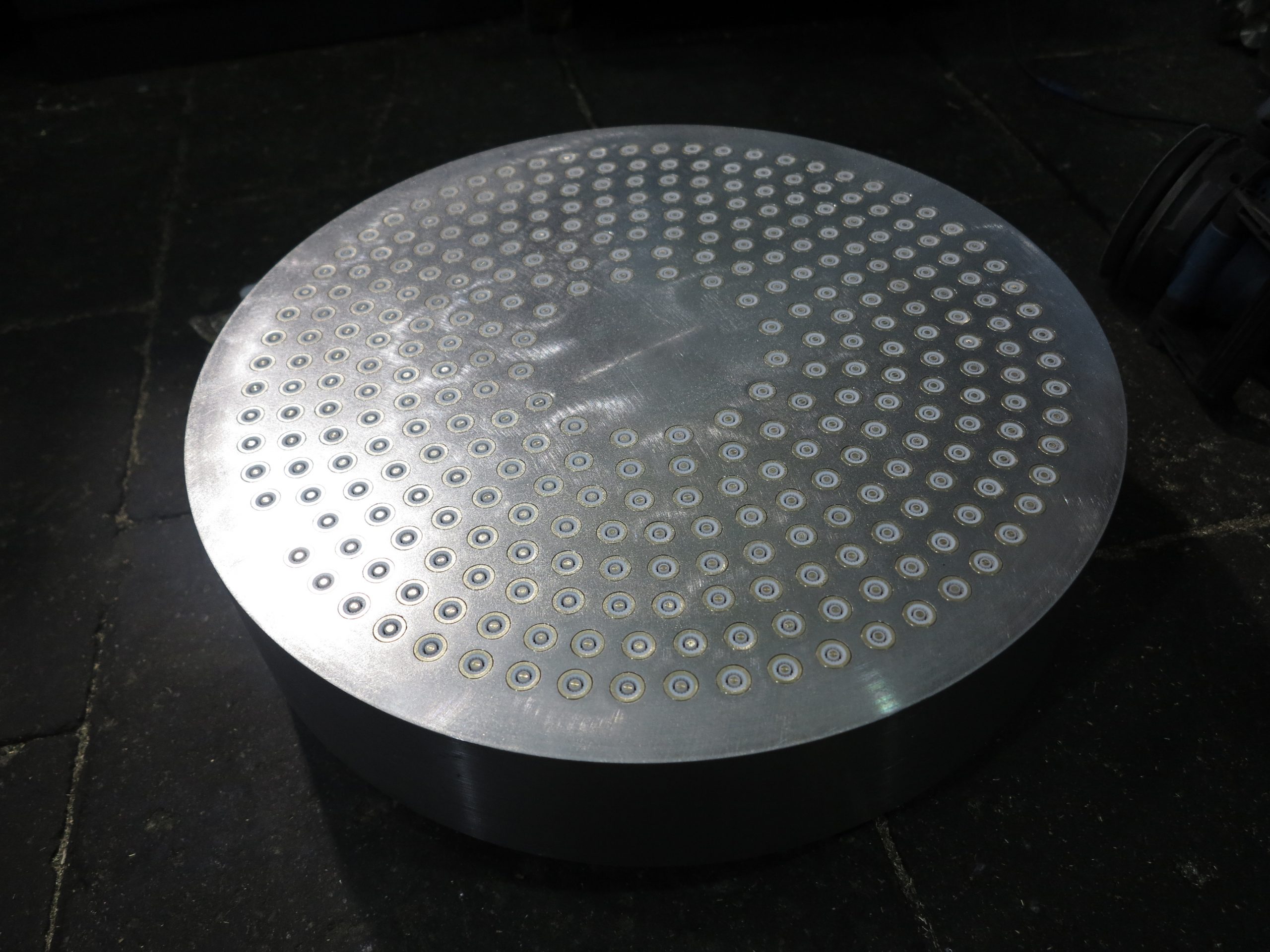
Матрица наряду с прессующим устройством является основным рабочим органом макаронного пресса. Она обусловливает производительность пресса, вид изделий (форму и размеры поперечного сечения), в значительной мере влияет на качество продукта (степень шероховатости поверхности, прочность склеивания макаронных трубок и т. д.). Матрицы изготавливают из металлов, не поддающихся коррозии, обладающих достаточной прочностью и износостойкостью, с малой адгезионной способностью. Такими металлами являются бронза, латунь, нержавеющая сталь.
Матрицы бывают двух типов — круглые (дисковые) и прямоугольные. При помощи круглых матриц формуют все виды длинных и короткорезаных изделий, а также тестовые ленты для изготовления из них штампованных изделий. Прямоугольные матрицы используют для формования длинных макаронных изделий (макароны, вермишель, лапша разных видов), вырабатываемых на автоматизированных поточных линиях.
Круглые матрицы. Матрицы в зависимости от толщины используют без опорных устройств или с опорными устройствами—колосниками. В матрицах с подкладными колосниками оставляют полосы, которые находятся над ребрами колосников, а в матрицах с накладными (подвесными) колосниками центральную часть занимает болт, с помощью которого крепится ребро колосника. В связи с этим на колосниковых матрицах меньше отверстий, чем на бесколосниковых.
Диаметр матрицы зависит от производительности пресса. Толщина матрицы должна отвечать условиям прочности. В шнековых макаронных прессах на каждый сантиметр площади поверхности матрицы тесто давит с силой до 100 кг и более.
 100% борошно сочевиці
100% борошно сочевиці Сочевичне борошно (55%), кукурудзяне борошно (38%), гороховий протеїн (7%)
Сочевичне борошно (55%), кукурудзяне борошно (38%), гороховий протеїн (7%) Пшеничне борошно грубого помелу 99%, органічна спіруліна 1%
Пшеничне борошно грубого помелу 99%, органічна спіруліна 1% Борошно з твердої пшениці 70%, овес та вівсяна клітковина (30%)
Борошно з твердої пшениці 70%, овес та вівсяна клітковина (30%) Борошно пшеничне твердих сортів, насіння амаранту знежирене (шрот)
Борошно пшеничне твердих сортів, насіння амаранту знежирене (шрот) Борошно пшеничне 70%, гречане борошно 30%
Борошно пшеничне 70%, гречане борошно 30%